
Willst du dein Filament nicht auf deinem 3D Drucker platzieren sondern daneben und es seitlich zuführen, vielleicht weil du dir gerade eine DIY Filament Box oder ein 3D Drucker Gehäuse baust?
Bei 3D Druckern mit Direct Drive Extruder, wie beispielsweise der Prusa i3 MK3, muss das Filament immer von oben zugeführt werden. Für 3D Drucker diesen Typs gibt es nun die perfekte Lösung: die 3D gedruckte Filament Führung mit Umlenkrolle.
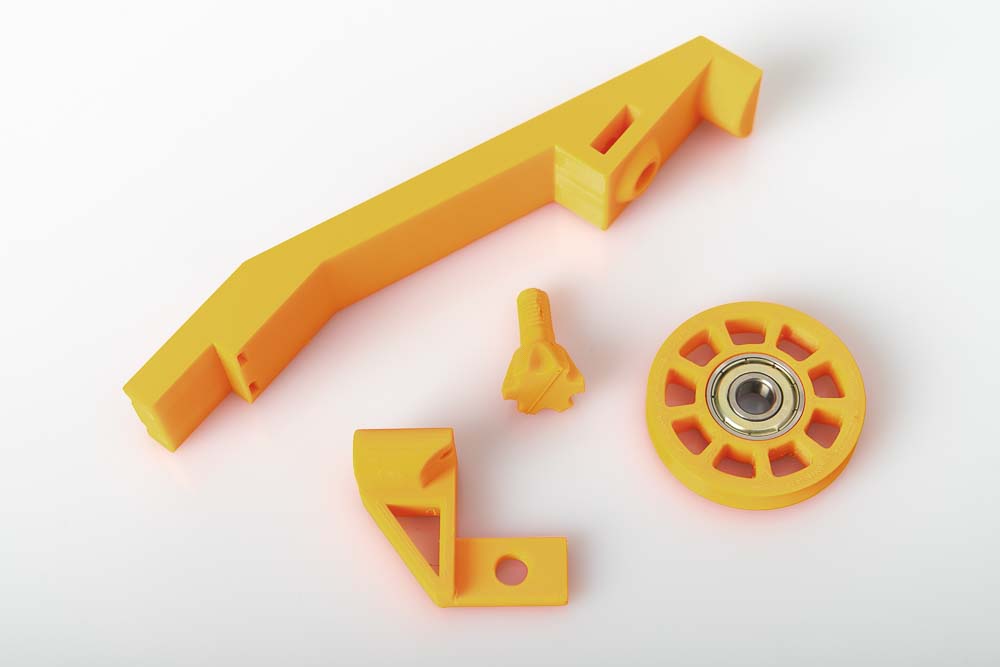
Einfach auf die oberste Querstrebe montiert und schon wird das Filament sicher und zuverlässig zu deinem 3D Drucker umgelenkt. Die extra große Umlenkrolle sorgt dafür dass auch sprödes Filament nicht zu stark gebogen wird. Benötigt werden nur die 3D Druck Dateien für die Filament Führung mit Umlenkrollen aus dem Shop, zwei Kabelbinder und ein Kugellager.
Der Artikel beinhaltet Affiliatelinks/Werbelinks, diese sind mit einem Sternchen (*) gekennzeichnet. Wenn Du über diese Links einen Kauf tätigst, erhalte ich möglicherweise eine Provision, ohne dass dir zusätzliche Kosten entstehen.
Filament Führung mit Umlenkrolle für deinen 3D Drucker bauen
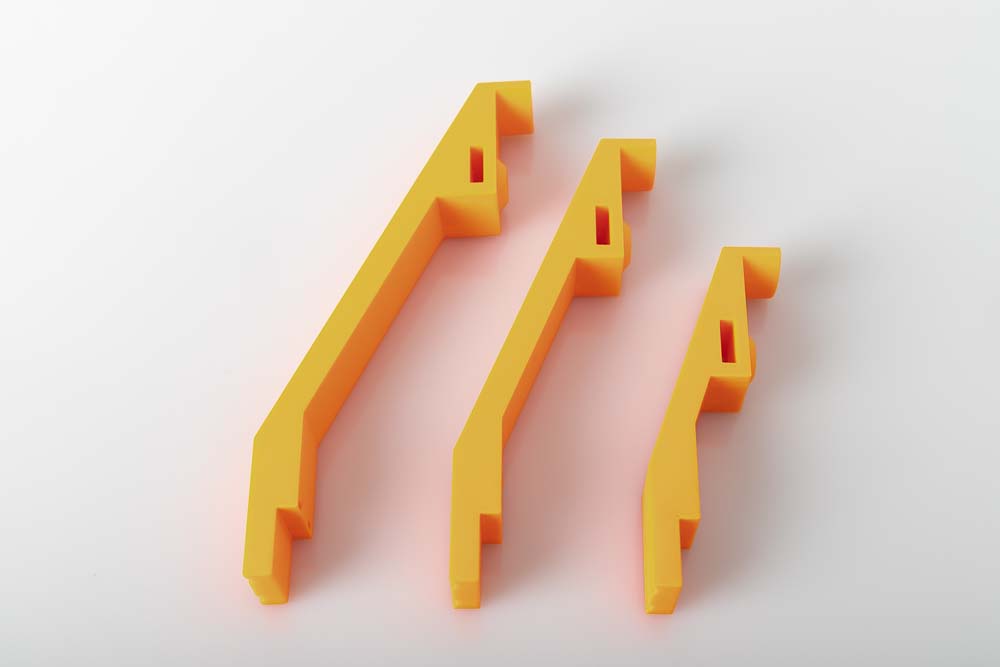
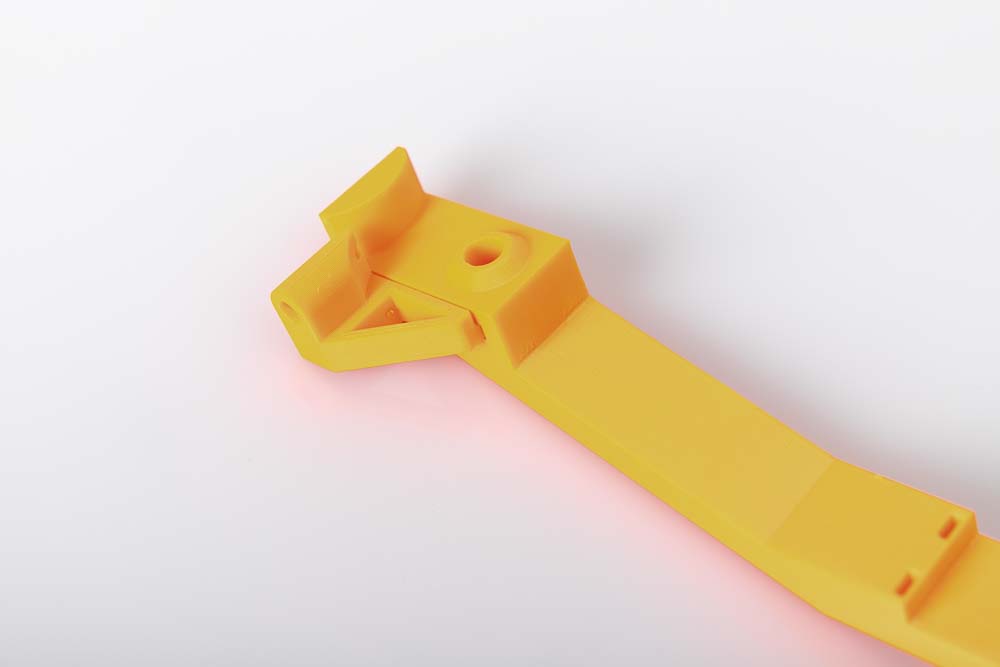
Der Arm passt durch die einfache und flexible Montage mit Kabelbinder auf verschiedenste Querstreben von unterschiedlichen 3D Druckern, egal ob mit flachen oder rechteckigen Querschnitt.

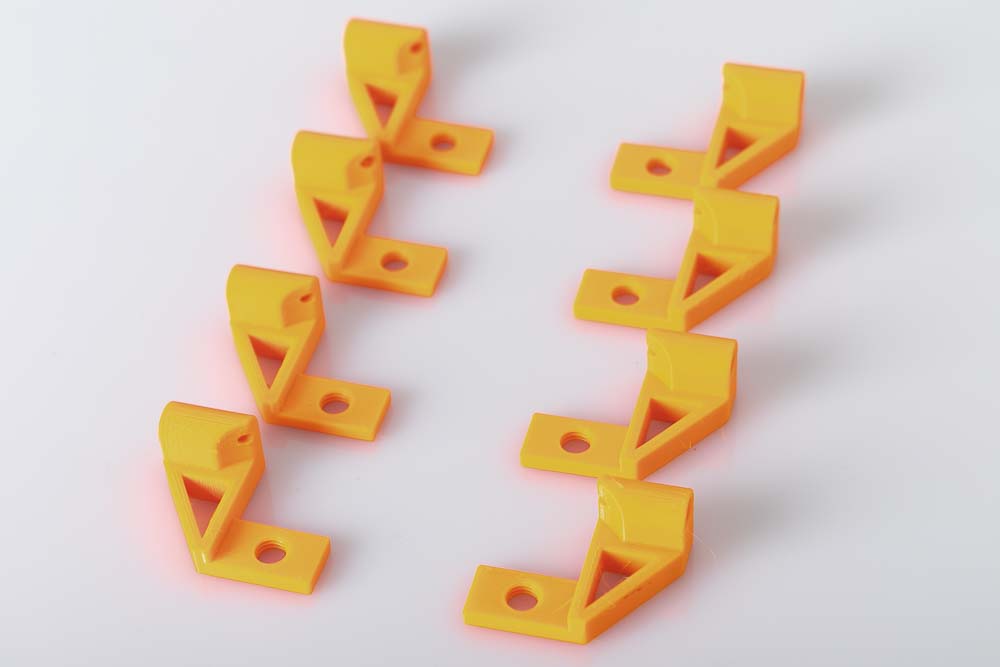
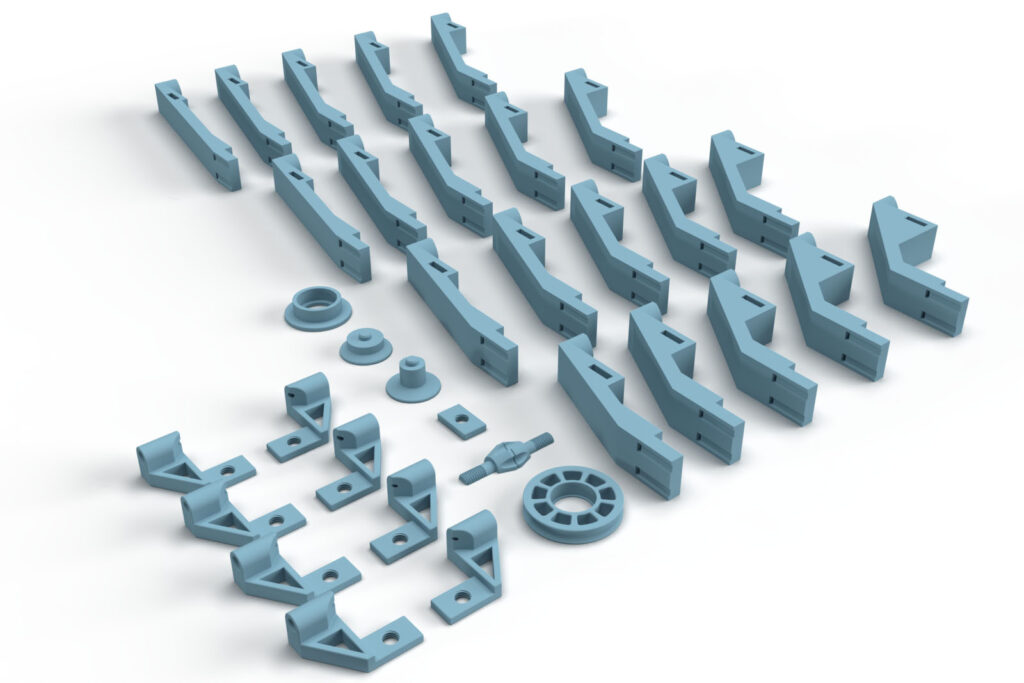
Die 3D Druck Dateien umfassen viele verschieden dimensionierte Arme und unterschiedliche Anschlussmöglichkeiten für die Filamentführung.
Finde den passenden Arm für deinen 3D Drucker
In den 3D Druck Vorlagen sind 20 verschiedene Arme in unterschiedlichen Dimensionen enthalten. Kombinationen aus 5 verschiedene Tiefen und 4 verschieden Höhen den Arms ermöglichen den Aufbau auf verschiedene 3D Drucker. Die 3D Druck Modelle der Arme sind immer mit Kürzeln für die Höhe (H) und die Tiefe (T) versehen. Gemessen wird immer von der aufliegenden Befestigungskante zum höchsten Punkt des Filaments.
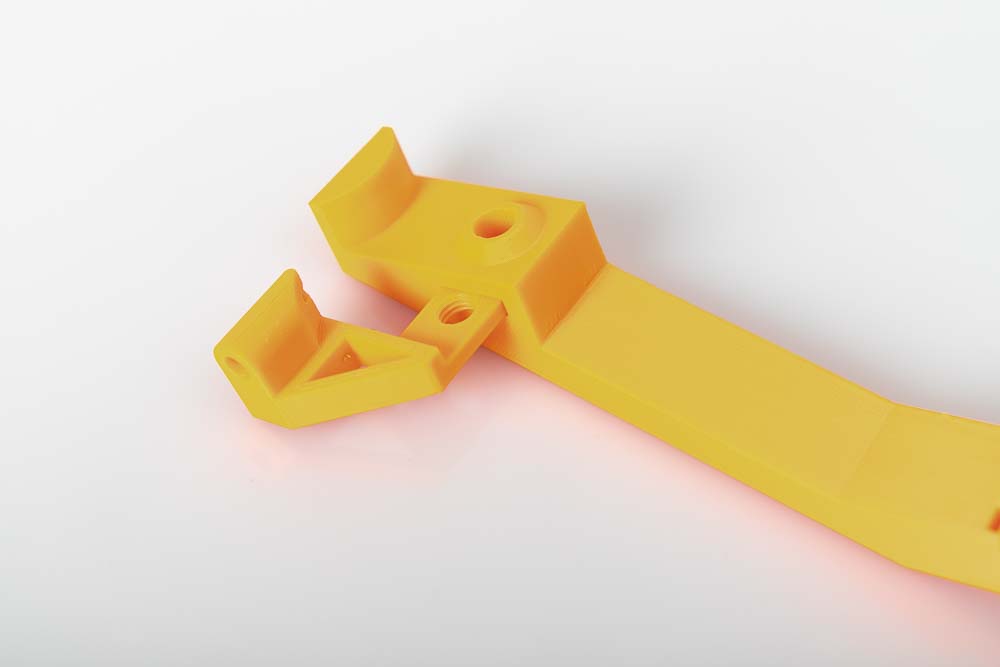
Der im nachfolgenden Querschnitt gezeigte Arm hat die Bezeichnung 002600-Arm_H120_T50 hat somit eine Höhe von 120 mm und eine Tiefe von 50 mm. Er ist hier montiert auf einem Prusa i3 MK3 Modell, und der empfohlene Umlenkarm wenn ihr diesen 3D Drucker besitzt.
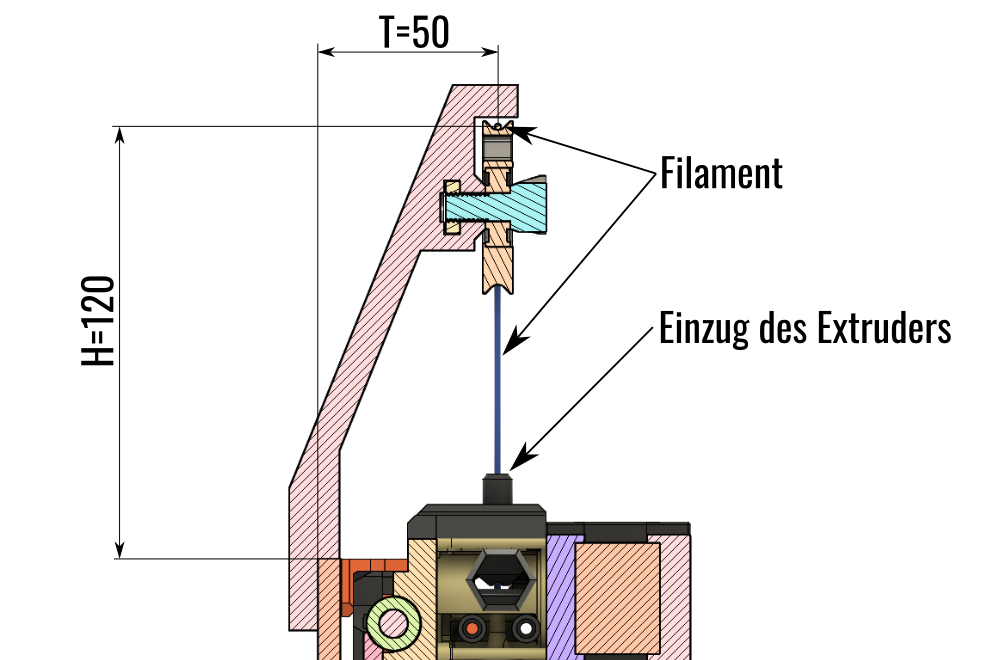
Der optimale Umlenkarm für die Filamentführung am Prusa i3 MK3S ist der mit Höhe 120 mm und Tiefe 50 mm – er hat in den 3D Druck Dateien die Bezeichnung 002600-Arm_H120_T50.
Wie baue ich die optimale Filament Umlenkung für meinen 3D Drucker
Um die benötigte Tiefe des Arms zu bestimmen: den Abstand vom Filamenteinzug des Extruders von der hinteren Kante des Querbalkens messen.
Um die benötigte Höhe des Arms zu bestimmen: so wählen, dass in der höchsten Position des Extruders (verfahren des 3D Druck Extruders auf maximale Z-Achse des 3D Druckers) noch genügend Abstand zwischen Extruder und Umlenkrolle ist um eine gute Führung zu gewährleisten und das Filament nicht zu stark umzulenken.
Falls ihr die Filament Führung mit Umlenkrolle auf einem anderen 3D Drucker als den Prusa i3 MK3 baut, dann lasst mich (support@3d-druck-vorlagen.de) bitte wissen welcher Arm passt, ich werde es in die Anleitung aufnehmen. Sollte euer 3D Drucker noch nicht vorhandene Dimensionen benötigen, schickt mir bitte einfach eine Anfrage.
Verschiedene Filament Führungs Einsätze für maximale Flexibilität
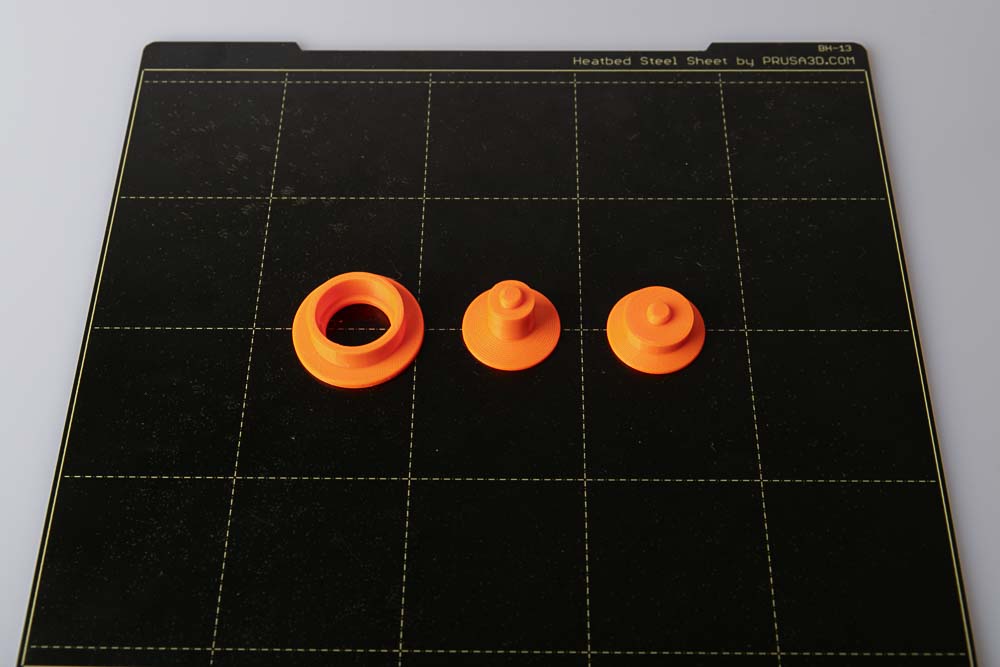
In den 3D Druck Dateien für die Filament Führung mit Umlenkrolle finden sich 9 verschiedenen 3D Druck Vorlagen (STL Dateien) zur unterschiedlichen Gestaltung der Filament Anlieferung. Prinzipiell kann gewählt werden zwischen:
Variante A: einfacher Umlenkung von Filament oder
Variante B: das Filament wird über einen PTFE Schlauch angeliefert.


Bei Variante A wird eine einfache rechteckige Mutter in den Arm eingesetzt, an der die Umlenkrolle mittels Schraube befestigt wird.
Bei Variante B kann ausgewählt werden von welcher Seite das Filament angeliefert wird und ob ein PTFE Schlauch mit Außendurchmesser (OD) 4 mm oder 5 mm, sowie ob 1,75 mm Filament oder 2,85 mm Filament umgelenkt werden soll. Dafür wir ein 3D Druck Teil namens Schlauchhalter_Rechts oder Schlauchhalter_Links am Arm montiert. Diese Optionen ergibt 8 verschiedene Bauteile die alle in den 3D Druck Dateien enthalten sind.
Der PTFE Schlauch kann bei dieser Variante ganz leicht an- und abgesteckt werden, dafür sorgt die konische Öffnung am Schlauchhalter.

Anleitung: Filament Führung mit Umlenkrolle selber bauen
Die Anleitung ist folgendermaßen gegliedert: zuerst die benötigten 3D Druck Teile, Zukaufteile und Werkzeug gefolgt von der Zusammenbauanleitung. Am Ende findet sich die Bedienungsanleitung mit den Sicherheitshinweisen.
3D Druck Teile
Es handelt sich um rein digitale Produkte, du bekommst alle Dateien die du zum Selberdrucken benötigst in einem ZIP Ordner zusammengefasst. Die hochaufgelösten STL Dateien für alle benötigten Bauteile sind darin enthalten.
- 002300_Umlenkrolle
- 002400_Schraube
- 002500_Rechteck_Mutter
- 002600_Arm_H##_T##
20 Modelle aller Kombinationen der Höhen H= 80, 100, 120, 140 mm und Tiefen T= 30, 40, 50, 60, 70 mm - 002700_Schlauchhalter_Links_175_OD4
- 002700_Schlauchhalter_Links_175_OD5
- 002700_Schlauchhalter_Links_285_OD4
- 002700_Schlauchhalter_Links_285_OD5
- 002800_Schlauchhalter_Rechts_175_OD4
- 002800_Schlauchhalter_Rechts_175_OD5
- 002800_Schlauchhalter_Rechts_285_OD4
- 002800_Schlauchhalter_Rechts_285_OD5
- 000400_Werkzeug_Einpresshilfe
- 000500_Werkzeug_Auspresshilfe
- 000600_Werkzeug_Widerlager_Auspresshilfe
Der größte 3D Druck Teil dieses Projekts (002600-Arm_H140_T70) benötigt eine Grundfläche (X,Y) von 170 x 85 mm und ist 24 mm hoch (Z). Jeder 3D Drucker mit einem Bauraum (X, Y, Z) von mindestens 170 x 170 x 25 mm ist für dieses Projekt geeignet.
3D Druck Einstellungen
Für den Bauteil 002600-Arm_H##_T##:
- Schichthöhe 0,2 mm und 20% Infill (rectangular)
Alle anderen Bauteile:
- Schichthöhe 0,2 mm und 100% Infill (rectangular)
Für das verwendete PETG Filament* haben haben sich folgende Einstellungen bewährt:
- Düsentemperatur: 250°C (Erste Schicht: 240°C)
- Heizbetttemperatur: 90°C (Erste Schicht: 85°C)
- Perimeter Geschwindigkeit: 45 mm/s (Erste Schicht: 10 mm/s)
- Externe und kurze Perimeter Geschwindigkeit: 25 mm/s (Erste Schicht: 10 mm/s)
- Infill Geschwindigkeit: 80 mm/s (Erste Schicht: 10 mm/s)
- Oberste Schicht Infill Geschwindigkeit: 40 mm/s
Verwendetes 3D Druck Filament und 3D Drucker
Für diese Anleitung wurde Prusament PETG Prusa Orange* Filament auf einem Prusa i3 MK3s* mit einer Standard 0,4 mm Düse verdruckt.
Mit den gewählten Einstellungen werden ca. 46 g PETG Filament* für die 3D Druck Teile der Filament Führung mit Umlenkrolle verdruckt. Bei einen Kilopreis von 29,90 EUR sind das ca. 1,38 EUR Materialkosten für eine Filament Führung mit Umlenkrolle.
Die Gesamtdruckzeit für alle benötigten Bauteile liegt bei ca. 4,3 h. Zur Berechnung der Gesamtdruckzeit werden alle Druckzeiten zusammengezählt, wobei immer die gesamte Stückzahl eines Bauteils auf einmal gedruckt wird.
Wegen der höheren Stabilität und des geringen Verzugs empfehle ich ein Filament aus PETG*. Die Teile können aber auch mit ABS oder ASA* gedruckt werden, diese stellen aber höhere Anforderungen an den 3D Drucker. Das weit verbreitete PLA* wird ausdrücklich nicht empfohlen, weil technisch anspruchsvollere Teile aufgrund der spröderen Natur dieses Werkstoffs und der geringeren Schichthaftung nicht stabil genug ausfallen.

Schraube, Mutter und Schlauchhalter unbedingt mit 100% Infill und einem mechanisch belastbaren Kunststoff drucken (PETG, ABS, ASA).
Benötigte Zukaufteile für die Filament Führung
- 1 Stk Kugellager 608* (ca. 10 EUR / 20 Stk)
- 2 Stk Kabelbinder* Nylon 250 x 3,6 mm (ca. 4 EUR / 100 Stk)
Die Gesamtkosten der Zukaufteile kommen auf ca. 0,60 EUR, wenn nur die Kosten für die benötigten Teile für eine Filament Führung mit Umlenkrolle zusammengerechnet werden.
Benötigtes Werkzeug
- Seitenschneider*
- Superkleber* – optional zum Zusammenkleben der Faltschraube
Vorbereitung der Teile für das 3D Druck Projekt
Benötigte Zukaufteile

- 1 Stk Kugellager 608
- 2 Stk Kabelbinder
Benötigte 3D Druck Teile

- 1 Stk 002600_Arm_H###_T##
Schichthöhe 0,2 mm und 20% Infill (rectangular)
Hier den passenden Arm laut Erklärung in der Einleitung auswählen und drucken.
Wichtig ist es den passenden Arm für euren 3D Drucker auszuwählen! Nach erfolgter Montage unbedingt noch einmal kontrollieren ob das Filament leichtgängig und gerade zu dem Extrudereinzug zugeführt wird.

- 1 Stk 002300_Umlenkrolle
- 1 Stk 002400_Schraube
- 1 Stk 002500_Rechteck_Mutter (optional)
Schichthöhe 0,2 mm und 100% Infill (rectangular)
Für Variante A hier die Rechteck_Mutter drucken.
Für Variante B den passenden Schlauchhalter aus den 8 Modellen auswählen (Rechts/Links; PTFE Schlauch OD4/OD5; Filament 1,75/2,85 mm).
- 1 Stk 002700_Schlauchhalter_Links oder 002800_Schlauchhalter_Rechts (optional)
Schichthöhe 0,2 mm und 100% Infill (rectangular)
Wichtig ist den passenden Schlauchhalter für euer Setting auszuwählen! Nach erfolgter Montage unbedingt noch einmal kontrollieren ob der PTFE Schlauch gut sitzt und das Filament leichtgängig durch den Schlauchhalter gleitet.
Optional zur einfacheren Montage und Demontage des Kugellagers in die Umlenkrolle.
- 1 Stk 000400_Werkzeug_Einpresshilfe
- 1 Stk 000500_Werkzeug_Auspresshilfe
- 1 Stk 000600_Werkzeug_Widerlager_Auspresshilfe
Schichthöhe 0,2 mm und 100% Infill (rectangular)

Um das Kugellager in die Umlenkrolle zu pressen, druck dir die mitgelieferten Werkzeuge. Damit ist es viel einfacher das Lager einzupressen und bei Bedarf auch wieder auszupressen.
Zusammenbau der Filament Führung mit Umlenkrolle
Einpressen des Kugellagers

Die für das Kugellager vorgesehene Bohrung in der Umlenkrolle putzen und von Filamentresten befreien. Das 608 Kugellager vorbereiten.

Das Kugellager auf der Seite der Umlenkrolle die weiter geöffnet ist einsetzen.
Zweites Kugellager als Pressstempel oder das 3D gedruckte Werkzeug_Einpresshilfe ansetzen und fest drücken bis das Kugellager ganz gegen den Anschlag in der Umlenkrolle gedrückt ist.

Das Kugellager muss ganz eingepresst sein, dabei parallel zur Umlenkrolle und hinten über den gesamten Umfang am Anschlag (der kleinen Stufe in der Bohrung) anstehen.
Das Kugellager muss sicher und fest, sowie parallel und nicht schief in der Umlenkrolle sitzen! Wichtig damit es später nicht zu einem Blockieren der Rolle kommt!
Falls das Kugellager sich zu schwer oder zu leicht in die Umlenkrolle einpressen lässt, am besten das Umlenkrollen Modell im verwendeten Slicer ein etwas größer oder kleiner (im 0,1 mm Bereich) skalieren und neu drucken.
Geht beim Einpressen etwas schief, oder soll das Kugellager wieder aus der Umlenkrolle entfernen werden, kann das Werkzeug_Auspresshilfe und Werkzeug_Widerlager_Auspresshilfe verwendet werden. Wie das funktioniert ist in der Anleitung für die Filament Box im Kapitel Auspressen eines 608 Kugellagers aus einer Rolle erklärt.
Zusammenbau der Schraube
Um sich einen weitern Zukaufteil zu sparen wird zur Befestigung der Umlenkrolle eine 3D gedruckte Schraube verwendet. Der große Nachteil bei Schrauben deren Gewinderichtung in Richtung der Z-Achse des 3D Druckers gedruckt wird, ist die geringe Zugfestigkeit und Bruchdehnung in dieser Richtung. Durch den schichtweisen Aufbau sind die Festigkeiten von 3D gedruckten Bauteilen in Z-Achsen Richtung des 3D Druckers um einiges schlechter als in X und Y Richtung.
Besonders bei Schrauben, die ja genau in der Längsrichtung auf Zug belastet werden ist es wichtig, dass die Festigkeit in diese Richtung hoch ist. Deshalb wird die verwendete Schraube in der Mitte halbiert und liegend auf dem Druckbett platziert. Dadurch profitiert sie von der guten Festigkeit in X und Y Richtung, die sich bei dieser Schraube mit der Gewinderichtung deckt.
Durch diese besondere Drucktechnik für höchste Festigkeit, muss die Schraube aber vor der Verwendung aber noch zusammengefaltet und (optional) verklebt werden.

Die Abbildung zeigt die Schraube so wie sie von der Druckplatte gelöst wird. Die zwei Hälften der Schraube sind mit einer dünnen Schicht verbunden.

Nach dem Ablösen von dem Heizbett die zwei Hälften einfach zusammenklappen. Die Schraube kann so direkt in das Gewinde der Rechteck Mutter oder des PTFE Schlauchhalters eingeschraubt werden.

Optional – Zusammenkleben der Schraubenhälften
Die innenliegenden Flächen ein wenig mit Superkleber bestreichen und dann zusammenpressen.
Dies ist nur optional, ein einfaches Zusammenfalten der Schraube und direktes Einschrauben ist auch möglich.

Fertig zusammengeklebte Schraube.
Zusammenbau des Arms und der Filament Umlenkrolle
Nachfolgend ist zuerst der Zusammenbau der Filamentführung der Variante A und danach für die Variante B beschrieben. Je nachdem welche Variante gebaut wird, die jeweilig andere überspringen.
Zusammenbau der Variante A

Zum Zusammenbau der Variante A werden folgende Bauteile benötigt:
- Arm
- Umlenkrolle inkl. Kugellager
- Schraube
- Mutter

Die 3D gedruckte Rechteck Mutter in den dafür vorgesehenen Schlitz im Arm stecken.

Die Mutter in den Arm schieben bis sie bündig mit den Seitenflächen sitzt. Durch die Bohrung in dem Arm sollte das Gewinde der Mutter zu sehen sein.

Die Umlenkrolle mit dem eingepressten Kugellager wird mittels Schraube am Arm befestigt.
Die Schraube fest anziehen, dabei aber keine Werkzeuge verwenden, um die 3D gedruckten Gewinde nicht zu beschädigen.
Zusammenbau der Variante B
Bei dieser Variante kann ein PTFE Schlauch an der Filament Führung mit Umlenkrolle an- und abgesteckt werden.
Zum Zusammenbau der Variante B werden folgende Teile benötigt:
- Arm
- Umlenkrolle inkl. Kugellager
- Schraube
- Schlauchhalter
Hier den für dein 3D Drucker Setup richtigen Schlauchhalter wählen.
Den rechteckige Teil mit der Gewindebohrung des Schlauchhalters in den dafür vorgesehenen Schlitz im Arm stecken.
Den 3D gedruckten Schlauchhalter bis zum Anschlag in den Arm stecken.

Die Umlenkrolle mit dem eingepressten Kugellager wird mittels Schraube am Arm befestigt.
Die Schraube fest anziehen, dabei aber keine Werkzeuge verwenden, um die 3D gedruckten Gewinde oder die Schraube nicht zu beschädigen.
Montage der Filament Führung mit Umlenkrolle am 3D Drucker
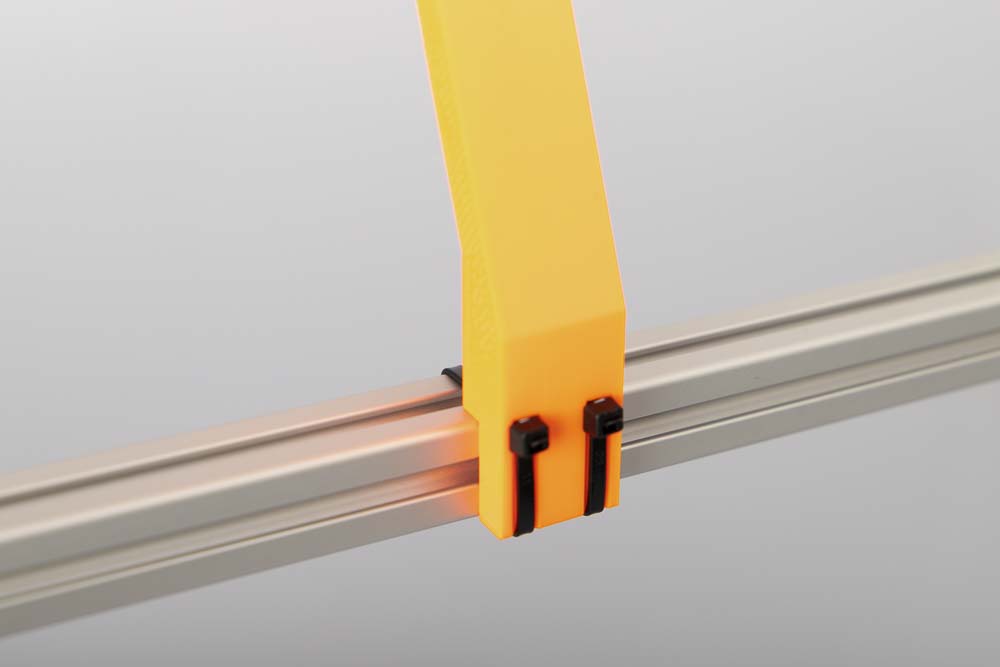
Die fertig zusammengebaute Filamentführung mit Umlenkrolle wird mittels zwei Kabelbinder auf dem 3D Drucker montiert.

Zum Zusammenbau werden der Arm mit Umlenkrolle, zwei Kabelbinder sowie ein Seitenschneider zum Kürzen der Kabelbinder benötigt.

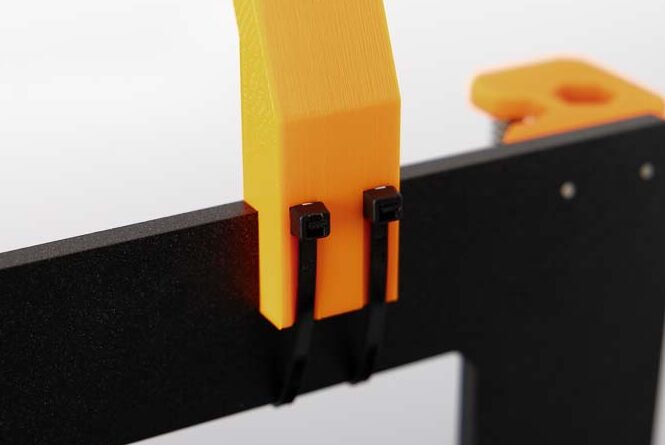
Die Kabelbinder durch die dafür vorgesehenen Schlitze im Arm stecken, die Köpfe der Kabelbinder zeigen nach oben, so wie auf der Abbildung zu sehen ist.
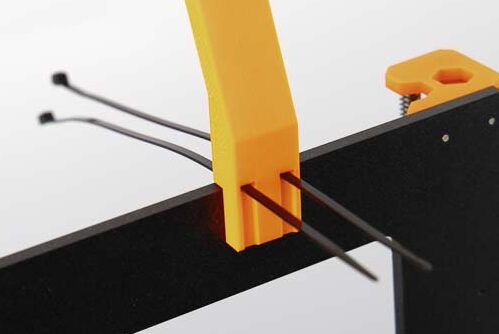
Denn Arm mit den Kabelbindern auf der Querstrebe anhalten, dabei an der hinteren oberen Kante der Querstrebe die dafür vorgesehene Kante des Arms positionieren, siehe Bild.
Den Arm entsprechend der jeweiligen Filamentzufuhr am 3D Drucker platzieren. Kommt das Filament von Links dann muss auch der Arm links am 3D Drucker montiert sein. Kommt es von Rechts, dann auf der rechten Seite des 3D Druckers.
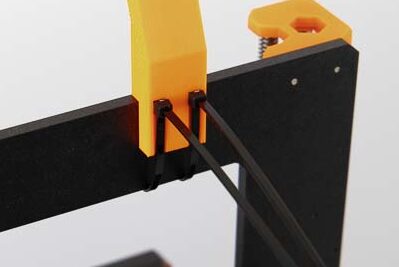
Köpfe der Kabelbinder nach hinten zu den Schlitzen führen und den spitzen Teil des Kabelbinders durchziehen. So lange ziehen bis die Kabelbinder straff sitzen.
Die überstehenden Kabelbinderstücke mit dem Seitenschneider abzwicken.

Geschafft, das Führungssystem sitzt sicher und fest am 3D Drucker. Im nächsten Schritt geht es noch um das richtige Einrichten des Systems.
Einrichten des Filament Systems mit Umlenkrolle am 3D Drucker
Dieser Schritt ist noch sehr wichtig, um das System auf korrekte Arbeitsweise zu prüfen. Auch soll gewährleistet werden dass das Filament bei den Druckvorgängen nicht zu stark geknickt wird.
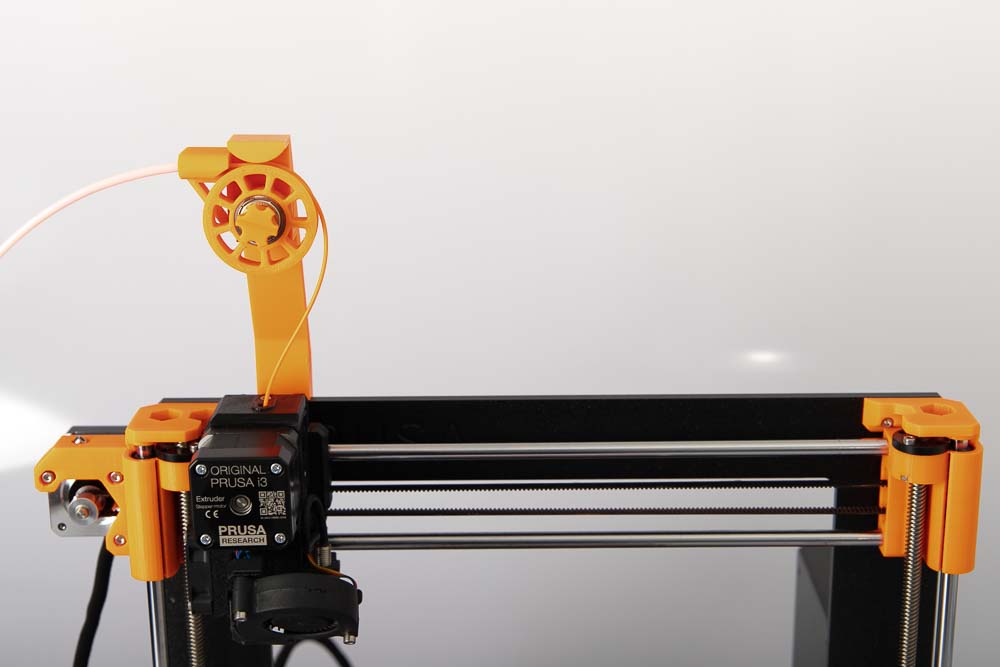
In diesem Fall (siehe Bild) kommt das Filament von der linken Seite, deswegen muss auch der Arm links am 3D Drucker montiert sein. Den Extruder ganz nach oben an der Z-Achse verfahren und überprüfen ob das Filament nicht zu stark geknickt wird.
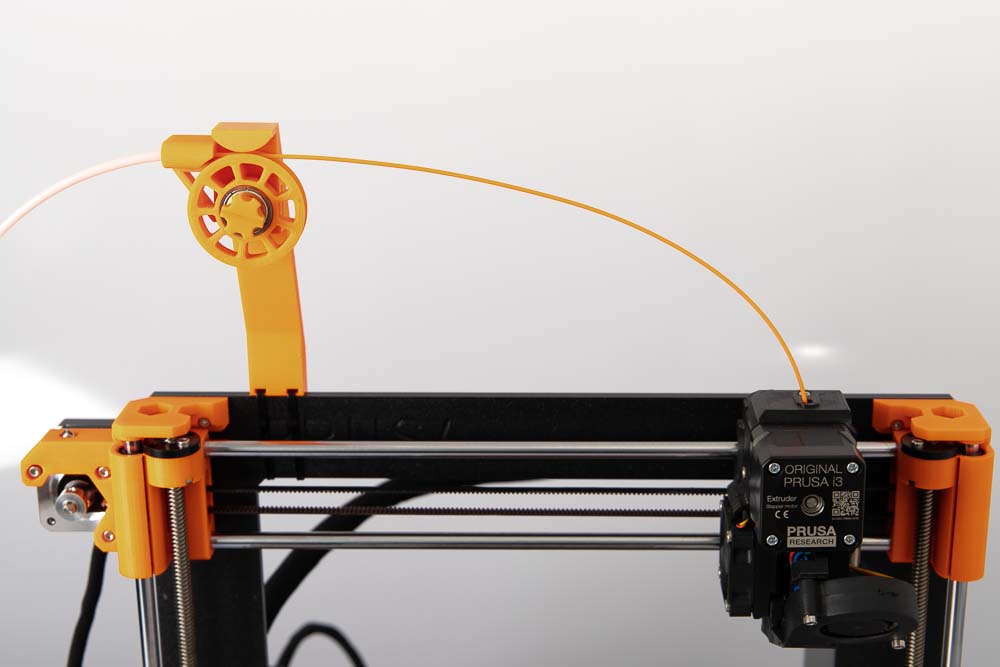
Dann testweise den Extruder nach links und rechts entlang der X-Achse verfahren und beobachten wie sich das Filament verhält.
Kommt das Filament von rechts, den Arm auf die rechten Seite des 3D Druckers montieren.
Den Arm mit Umlenkrolle laut Anleitung einrichten und testen ob das Filament beim 3D Drucken zu stark gebogen und dadurch geknickt wird. Ist dies der Fall, Position verändern oder auf einen höheren Arm umbauen.
Unbedingt einen Check durchführen ob der Arm sicher und fest mithilfe der Kabelbinder am Drucker befestigt ist.
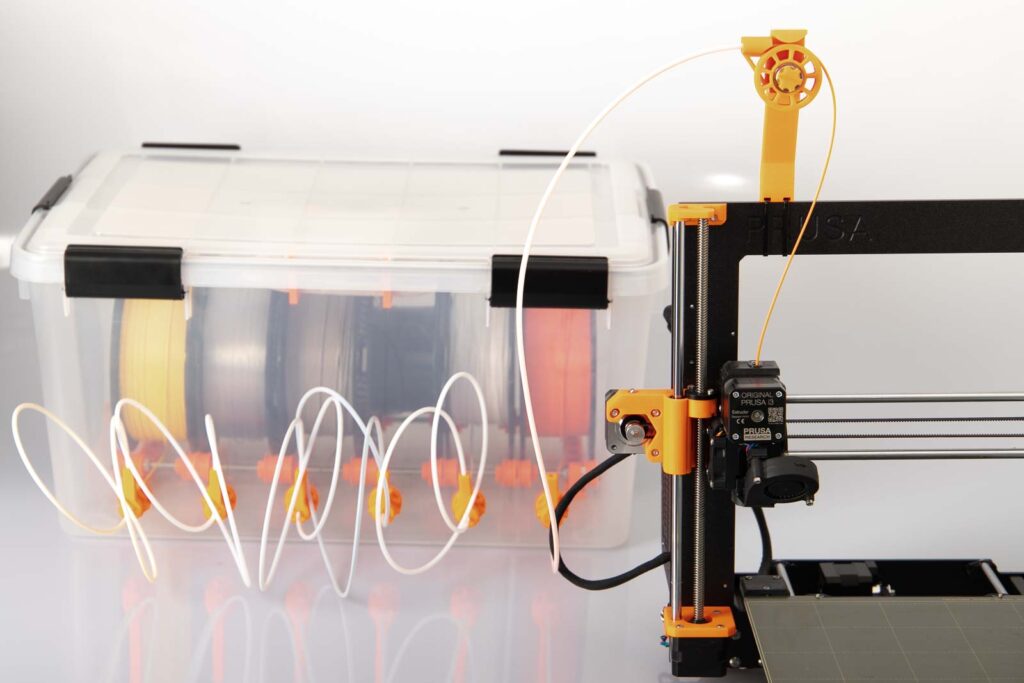
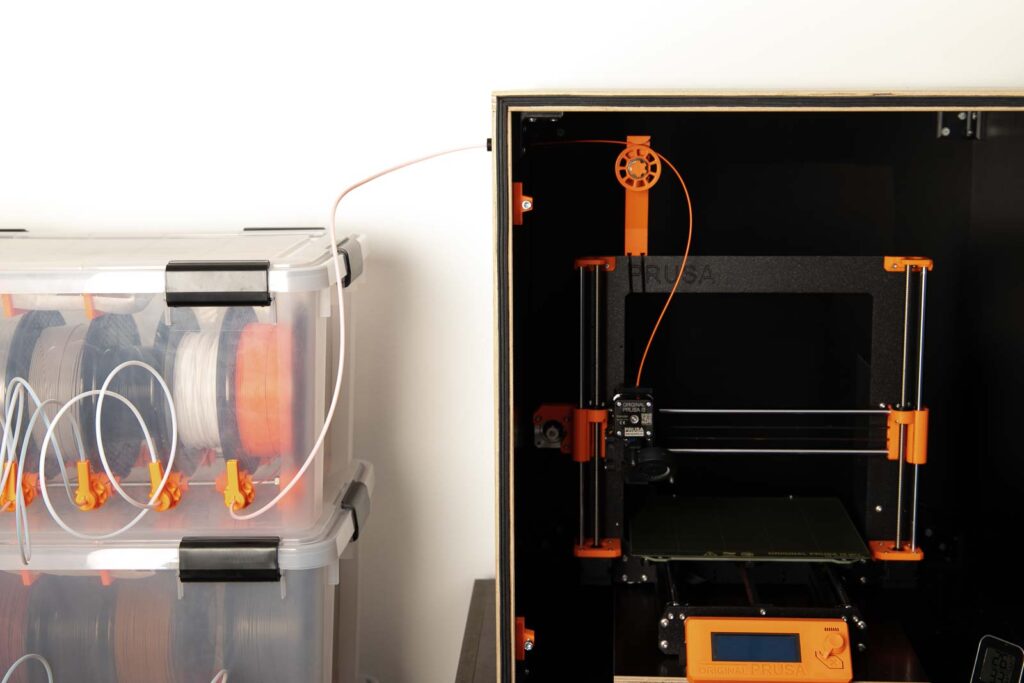
Gratulation! Das System ist fertig montiert und bereit zum 3D Drucken. Nun kann zum Beispiel bei Variante B direkt der PTFE Schlauch der DIY Filament Box angesteckt werden und das Filament direkt aus der Trockenbox gedruckt werden.
Aber es ist auch möglich den 3D Drucker in einem 3D Drucker Gehäuse zu betreiben und das Filament von außen seitlich zuzuführen. Hier wird beispielsweise die Variante A verwendet, die das Filament umlenkt. Die Anleitung für das 3D Drucker Gehäuse findet ihr hier:
Bedienungsanleitung für das Filament Führung System mit Umlenkrolle
Das Filament Führung System ist dazu gedacht, Filament das von der Seite zu dem 3D Drucker mit Direct Drive kommt zu dem 3D Druck Extruder umzuleiten. Dabei kann das Filament entweder von links oder rechts, je nach Bedarf und eigener Montage, dem 3D Drucker zugeführt werden.
Das System ist nur für 3D Druckern mit Direct Drive (3D Druck Extruder sitzt direkt auf der Düse und verfährt mit dieser) zugelassen. Nach dem Einbau das System unbedingt testen und überprüfen ob Filament ordnungsgemäß zu dem Extruder gelangt. Falls nicht, System etwaig korrigieren oder wenn Korrektur nicht möglich, dann das System abbauen.
Sicherheitshinweise
Safety first! Lies und beachte die Zusammenbauanleitung und die Bedienungsanleitung!
Lies die gesamte Anleitung und Bedienungsanleitung sorgfältig durch und halte dich an die Anweisungen und Sicherheitshinweise, sollte etwas unklar sein wende dich einfach an den Support (support@3d-druck-vorlagen.de). In den 3D Druck Dateien zu dem Projekt ist die Anleitung und Bedienungsanleitung auch als PDF angefügt, hebe sie auf, denn vielleicht brauchst du sie später noch. Auch eine einseitige Kurzanleitung ist inkludiert in der sich ein Link zu dieser Seite befindet – hier findest du immer die aktuellste Version der Anleitung und Bedienungsanleitung. Schenkst du das Projekt weiter, dann drucke die Anleitung, Bedienungsanleitung und vor allem die Sicherheitshinweise aus und gib sie mit dem Projekt weiter.
Bevor du mit dem Projekts beginnst, prüfe auch ob das Projekt die Sicherheitsvorschriften deines jeweiligen Landes erfüllt.
Warnhinweise und Symbole


Sicherheitshinweise für dieses 3D Druck Projekt
Den 3D Drucker beim Drucken nicht unbeaufsichtigt lassen! Wird der Druck abgebrochen oder gibt der 3D Drucker ungewöhnliche Geräusche von sich, sofort den 3D Drucker abschalten, und die Zuführung des Filaments überprüfen!
Auch die Betriebsanleitungen und Sicherheitshinweise der Zukaufteile durchlesen, beachten und aufbewahren!
Achtung bei allen Zukaufteilen: Vor dem Zusammenbau prüfen, ob sie die Sicherheitsvorschriften deines Landes erfüllen und die Dimension, Funktion, und Stabilität in Ordnung sind. Diese Prüfung in regelmäßigen Abständen und vor Benutzung des Projekts wiederholen. Ist ein Teil beschädigt oder nicht mehr geeignet, dann das Projekt nicht weiter nutzen, ehe der kaputte Teil ersetzt wurde.
Achtung bei allen selbst gedruckten Teilen: Durch falsch eingestellte Druckparameter, schlechtes Material, falsche Materialauswahl, schlechte Schichthaftung und aus anderen Gründen können diese manchmal die an sie gestellten Anforderungen nicht erfüllen und dadurch brechen, versagen oder deren Funktionalität nicht gewährleistet sein. Bei einem Bruch können die Teile splittern und die Bruchstellen scharfe Kanten hinterlassen. Hier beim Austausch besondere Vorsicht walten lassen, es besteht Schnittgefahr! 3D gedruckte Teile in regelmäßigen Abständen und vor Benutzung des Projekts auf Risse, Stabilität und Funktionalität kontrollieren. Ist ein Teil beschädigt oder nicht mehr geeignet, dann das Projekt nicht weiter nutzen, ehe der kaputte Teil durch ein neues, verbessertes Teil ersetzt wurde.
Beim Drucken von Teilen können scharfe Kanten entstehen (meist an der ersten Schicht), es besteht Schnittgefahr! Diese Kanten müssen abgeschliffen werden um sie zu Entgraten.
Laden des Filaments
Bei Variante A: Filament oben durch die Kerbe in der Umlenkrolle einfädeln und auf der anderen Seite nach unten ziehen. Prüfen ob das Filament gut in der Kerbe der Umlenkrolle liegt.
Bei Variante B: ein längeres Stück Filament aus dem PTFE Schlauch ziehen und bei dem Schlauchhalter durch die dafür vorgesehene Bohrung stecken. Filament über die Rolle nach unten ziehen und prüfen ob das Filament gut in der Kerbe der Umlenkrolle liegt. Dann den PTFE Schlauch in die dafür vorgesehene Bohrung stecken. Passt das Filament nicht durch den Schlauchhalter oder hält der PTFE Schlauch nicht im Schlauchhalter, dann den Schlauchhalter überprüfen und gegebenenfalls austauschen.
Bei beiden Varianten vor und während dem 3D Drucken überprüfen, dass das angelieferte Filament oder der PTFE Schlauch nicht in die Mechanik des 3D Druckers kommt.
Bei Variante B: Überprüfen ob der Schlauchhalter mit dem für das eigene Setting richtigen Filament-Durchmesser (1,75 mm oder 2,85 mm) und den richtigen Außendurchmesser (4 mm oder 5 mm) verbaut ist.
Vor Betrieb
Vor ersten Betrieb unbedingt überprüfen ob das System für den eigenen 3D Drucker geeignet ist und ordnungsgemäß funktioniert.
Vor dem Betrieb immer eine kurze Sicherheitskontrolle machen und nachfolgende Sicherheitschecks durchführen.
Sicherheitscheck vor dem Drucken
- Vor dem Betrieb des 3D Druckers und des Filament Führung Systems mit Umlenkrolle unbedingt überprüfen ob der Arm fest am 3D Drucker sitzt und ob sich die Umlenkrolle leicht drehen lässt. Nicht in Betrieb nehmen wenn dies nicht der Fall ist.
- Kontrollieren ob das Filament ordnungsgemäß über die Umlenkrolle läuft und nicht verklemmt ist oder hinter der Umlenkrolle läuft.
Im Betrieb
Während dem Druck ab und zu mittels Sichtkontrolle überprüfen ob das Filament ordnungsgemäß umgelenkt und vom 3D Drucker eingezogen wird.
Niemals in die Umlenkrolle greifen, durch die drehenden Teile besteht Verletzungsgefahr!
Den 3D Drucker beim Drucken nicht unbeaufsichtigt lassen! Wird der Druck abgebrochen oder gibt der 3D Drucker ungewöhnliche Geräusche von sich, sofort den 3D Drucker abschalten, und die Zuführung des Filaments überprüfen!
Überprüfen ob der Arm sich entlang des Querbalkens verschiebt, ist dies der Fall, den Druck abbrechen und die Befestigung kontrollieren und gegebenenfalls besser fixieren.
Haftungsausschluss
Bei der Anleitung und den zugehörigen Dateien handelt es sich um die Inspiration von der Ingenieurbüro Dr. Janko GmbH um dieses Projekt selbst zu bauen. Da die Ingenieurbüro Dr. Janko GmbH keinerlei Möglichkeiten hat um die geforderte Qualität der gedruckten Bauteile und Zukaufteile sowie die Qualität des Zusammenbaus und die korrekte Funktionsweise des Projekts oder etwaige unzulässige Abänderungen und Modifikationen am Projekt zu überprüfen und zu beeinflussen wird von der Ingenieurbüro Dr. Janko GmbH keinerlei Haftung für Funktionsweise, Stabilität, oder aus dem Projekt entstandene Schäden übernommen.
Die Veröffentlichung einer Liste, für welche Drucker Vorschläge existieren, wäre sehr hilfreich. Gibt es eienen Vorschlag für den Voron 2.4?
Hallo Georg,
leider hab ich noch keine Rückmeldung für den Voron 2.4 bekommen. Falls du Interesse hast und die benötigten Maße rausmessen kannst, schick ich dir den Arm auch mit Spezialmaßen falls notwendig. Und kann dann die Maße veröffentlichen.
Melde dich einfach, liebe Grüße Marian